Erstbemusterung
Qualität ab dem ersten produzierten Bauteil
Im Bereich der Erstbemusterung werden die ersten werkzeugfallenden Bauteile auf ihre Maßhaltigkeit untersucht. Dies kann je nach Kundensystem per Merkmalsplan oder Zeichnung erfolgen.
Das Minimalergebnis der Erstbemusterung ist ein detaillierter Messbericht inklusive gestempelter Zeichnung. Zusätzlich sind verschiedene Analyseauswertungen möglich. Diese können wir nach Ihren Anforderungen umsetzen.
Ihre Möglichkeiten
Sie liefern!
Sie liefern!
- CAD der Vorrichtung
- CAD des Bauteils
- Messplan / Zeichnung inkl. Toleranzen
- Bauteil
Wir liefern!
Wir liefern!
- Erstmusterprüfbericht nach VDI/VDA
- gestempelte Zeichnung
- Erweiterter Messbericht (Flächenvergleich plus Merkmale)
- Sonderanalyse für Bereiche außerhalb der Toleranzzone
- Export der Merkmalswerte in unterschiedlichen Ausgabeformaten
- Mess- und Auswertevorlage für nachfolgende Bemusterungen
- Statistische Auswertung
Ihre Vorteile!
Ihre Vorteile!
- Kostengünstige Alternative bei Personalengpässen
- Auswahl von manueller oder automatisierter Messtechnik
- garantiert attraktive Konditionen, unabhängig von der Losgröße
- flexible, unkomplizierte Auslagerung bei Bemusterungsspitzen
- Alles aus einer Hand
- Übernahme der Projektsteuerung inkl. Logistik
- vollständige Rückführbarkeit der Ergebnisse
- 100% Termintreue
- schnelle Reaktionszeit und Flexibilität
Erstbemusterung Prozessbeschreibung
Bedarfserhebung für Ihre Anforderung
Wir sind uns unserer Rolle im Ablauf der Bauteilertüchtigung bewusst. Daher ist die Bedarfserhebung einer der wichtigsten Schritte für eine erfolgreiche und durchgängige Erstbemusterung. Unsere Experten erfragen alle relevanten Themen rund um das Bauteil. Nicht nur die Ergebnisdarstellung, sondern auch die Besonderheiten und Normen stehen hier im Fokus.
Auswerteprogrammerstellung
Die Arbeit beginnt mit der Erstellung der Auswertevorlage auf Grundlage der CAD-Daten. Um eine systematische und einheitliche Namensgebung sicherzustellen, wird die dazugehörige Zeichnung entsprechend gestempelt. Dabei werden auch CAD und Zeichnung auf Plausibilität geprüft und eventuell auftretende Normverletzungen aufgedeckt. Nach einer gemeinsamen Durchsprache wird für alle Merkmale eine Auswertestrategie festgelegt. Noch vor der ersten Messung wird ein “Blanko” Messbericht erstellt.
3D-Erfassung
In diesem Prozessschritt erfolgt die Datenerfassung. Diese kann MANUELL oder AUTOMATISIERT erfolgen.

3D-ERFASSUNG MANUELL
Kleinere Bauteile bis zu einer Größe von ca. 300 mm x 300 mm werden üblicherweise manuell mit einer Kompaktvorrichtung erfasst. Ein Entscheidungskriterium ist auch die Stückzahl des Bauteils.
In diesem Prozessschritt wird das reale Bauteil das erste Mal benötigt. Die Datenerfassung erfolgt mit einem geeigneten ATOS Sensor mit entsprechendem Messvolumen sowie der idealen Messstrategie.
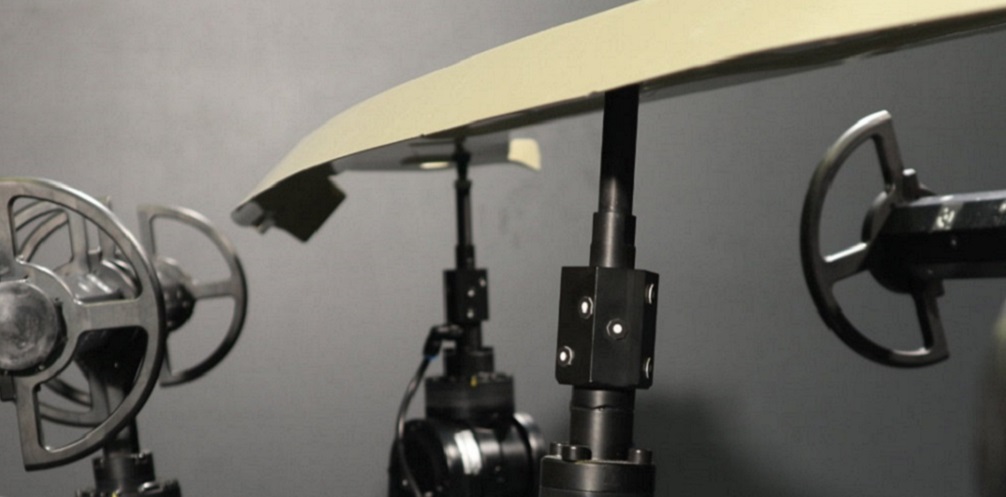
3D-ERFASSUNG AUTOMATISIERT
Größere und komplexere Bauteile ab ca. 300 mm x 300 mm werden eher automatisiert mit einer Vorrichtung aus Einzelelementen erfasst. Auch eine höhere Stückzahl der Bauteile ist entscheidend für die automatisierte Bauteilerfassung. Hierzu wird zuerst die virtuelle Messprogrammerstellung durchgeführt. Erst danach werden die realen Bauteile benötigt.
Die Datenerfassung erfolgt mit einem ATOS 5X Sensor und dem geeigneten Messvolumen in der ZEISS ScanBox 6235 auf WITTE Messplatten. Ob die vertikale oder die horizontale Messplatte zum Einsatz kommt gibt die Vorrichtung / das Bauteil vor.
Vorteil der automatisierten Variante ist eine sehr hohe Wiederholgenauigkeit bei der Messung von mehreren Bauteilen, da kein Einfluss durch den Messtechniker vorhanden ist. Zusätzlich können bei dieser Variante verschiedene Spannsituationen schnell und kostensparend durchgeführt werden.
Messdatenaufbereitung
Die Datenaufbereitung erfolgt im Post-Processing. Durch eine Polygonisierung der erfassten Messpunkte werden diese zu einem Dreiecksnetz (Polygonnetz) konvertiert.
Bemusterung

In diesem Prozessschritt erfolgt die finale Erzeugung der IST-Merkmalselemente auf Grundlage der programmierten Auswertungen.
Es werden die einzelnen Merkmale auf Plausibilität und Vollständigkeit geprüft.
Messergebnisse / Prüfbericht

Der Messbericht wird erstellt. Im Vier-Augen-Prinzip werden alle Merkmale nochmals auf Plausibilität geprüft.
Abschließend erfolgt eine Durchsprache mit dem Auftraggeber.